
ミニ四駆カウンターギヤの抵抗抜き、簡単に精度よく加工できる方法を考案。いい感じで加工できた!
カウンターギヤのシャフト接触部分を減らす抵抗抜き加工を、MS・MAシャーシミニ四駆に付属している部品を使って簡単に、しかもほどほどの精度で加工できる方法を考え、実際に試してみました。
ミニ四駆のカウンターギヤ、シャフトに接触する部分は約4mm
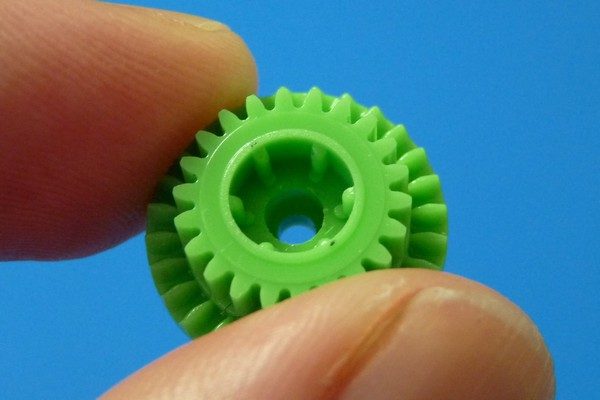
下の写真はミニ四駆MSシャーシ用超速ギヤのカウンターギヤですが、上面のへこんだところにはベアリング(ノーマルではプラベアリング、GUPなら520ボールベアリング)を入れるようになっています。しかし、すぐに2mmの穴になっていて、この部分がシャフトに接触、摩擦抵抗を生み出しています。

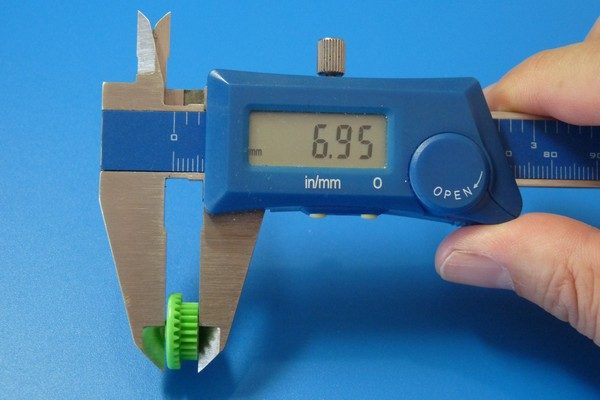
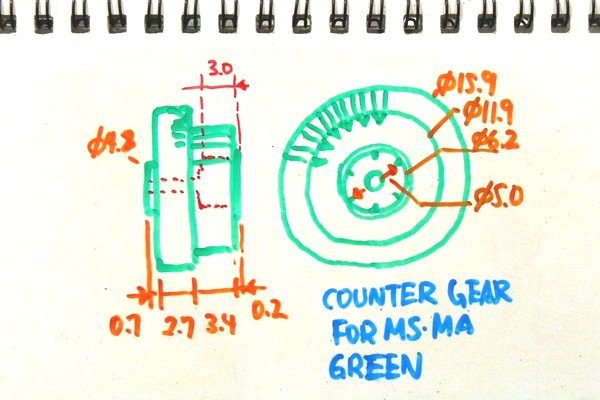
カウンターギヤの寸法を計測してみました。
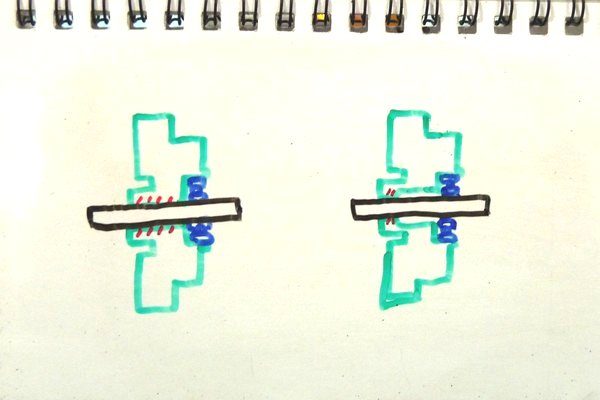
というわけで、いつもの適当なポンチッチピクチャーで申し訳ないですが、厚みは7mm、ベアリング以外にシャフトに接触する部分が4mm程あり、ちょっと摩擦抵抗が多くなっているのではないかと気になります。
ドリルでカウンターギヤの2mm穴を拡げて接触抵抗を減らす
インターネットでミニ四駆諸先輩方がどのように対策されているのかな?と調べてみると、3mmとか4mmのドリル刃でカウンターギヤの2mm穴を途中まで拡げ、シャフトに接触する面積を減らしていました。これが冒頭のポンチ絵になります。
さてさて、ドリルで削ると実際にはどれくらい削れるんでしょうか?ドリルの刃先には角度が付いています。金属用ドリルだとだいたい120度(正確には118度だったかな)なので、CADでちょっとお絵かきしてみました。
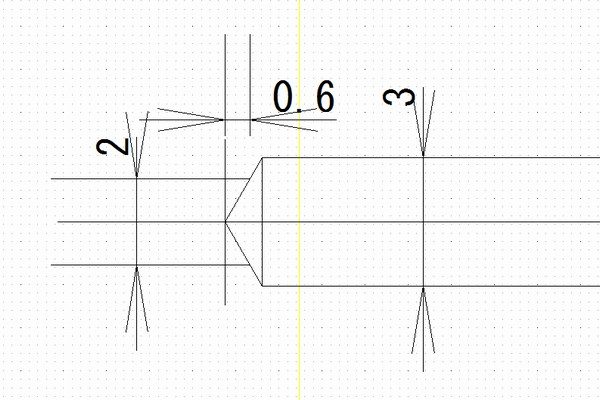
2mm穴を刃先の角度が120度のドリルで削っていった場合、ドリルの刃先を基準にして加工を止めれば0.6mmだけ2mm穴が残ることになります。
ということは、1.5mm残したければ、ドリルで削りすすみながら0.9mmの棒を反対側から押し込み、ドリル刃の進み量を測定する方法で実現できそうです。
これをミニ四駆の部品で実現するのであれば、ビス、ナット(2個…ロックナットとして使用)、ワッシャ(厚み計測用)を使えば、計測治具を作ることができそうです。
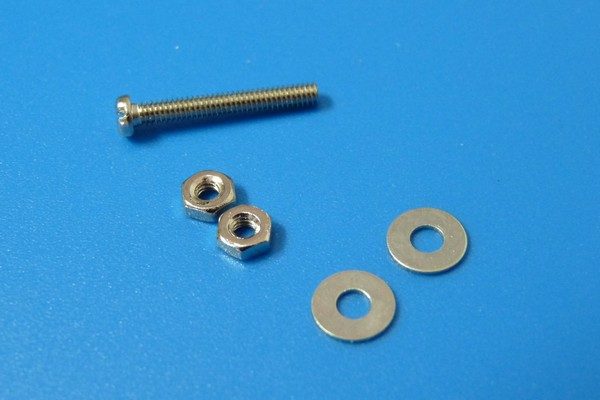
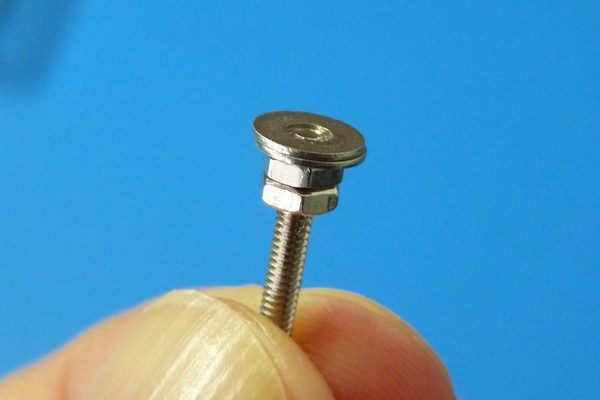
ワッシャ(大)の厚みは0.4mmなので、2枚乗せた状態でビスとワッシャ面が面一になれば、ビスがナットから0.8mm飛び出していることになります。
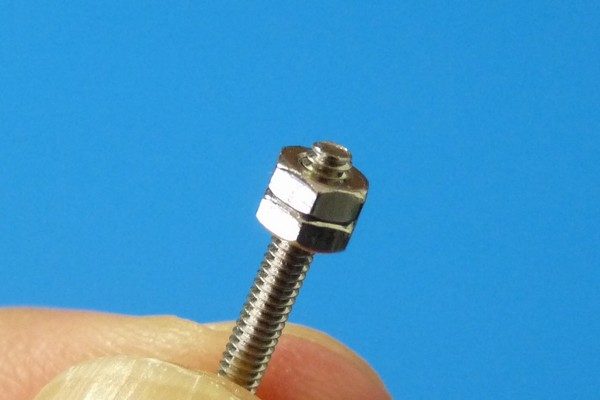
ナットはダブルにして、緩まないようにします。
カウンターギヤの穴をドリルでちょっと削り、治具で反対側からドリル刃先端の進行度を確認、というのを繰り返せば、正確な深さまでドリル刃を進めることができそうです。

ピニオンギヤ取り付け治具を使えばもっと簡単?
MS・MAシャーシミニ四駆は、両軸モーターを採用しているため、ピニオンギヤを差し込むため治具が付属してます。

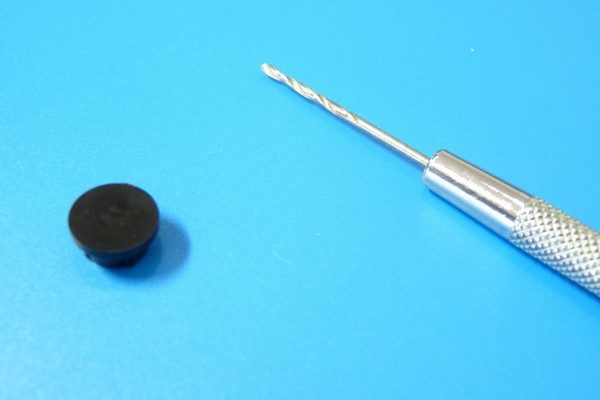
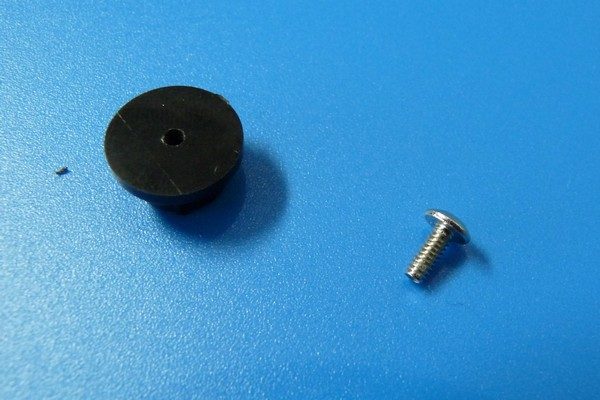
写真はMSシャーシ付属のものです。これの厚みがちょうど5mmなので、穴をあけてトラスビス(トラスビスは全長6mm)を差し込んだらトラスビスの先が1mmだけ飛び出してくれて、ちょうどいい感じです。

それでは早速、1.5mmのドリルで穴をあけてみます。あ、このドリルはダイソーで購入したものです。
こうやってグリグリっとやっていると、プラスチックってちょっとゴムっぽいよな、なんて思います。

あれ?、な、なんだんだろう、この、心の奥から湧き上がってくる音楽は…
ピピピピ ピプププ…

あい はぶ あ どりるぅ

あい はぶ あ じぐぅ
…
…
うぅっ
じぐどりぃるぅ
…
…っと。失礼いたしました。
というわけで穴あけ完了、トラスビスをねじ込んでいきます。
1.5mmの穴だとビスを回すのがかなりきついです。しかもこの樹脂、結構、まとわりついてくる感じがします。もし、1.6mmとか1.8mmのドリルがあったら、その方がいいかもしれません。

ビス頭が治具と面一になるところまでねじ込みました。これでビス先端が1mmだけ飛び出していることになります。
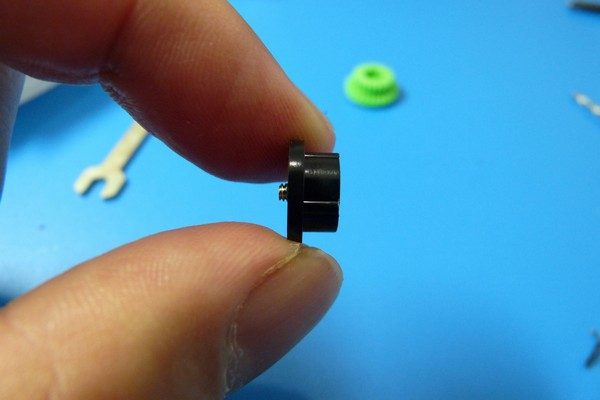
カウンターギヤをかぶせます。
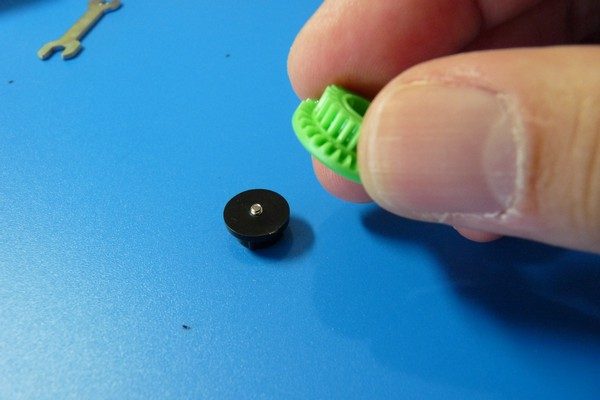
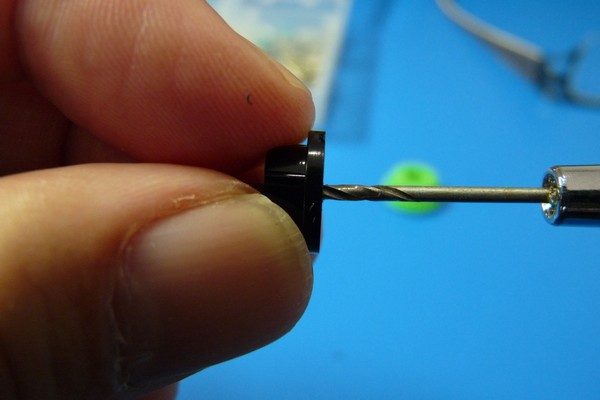
カウンターギヤの穴から、ちょっとだけビスが顔をのぞかせております。カウンターギヤ内がちょっと汚れていますが、先ほどのビス治具を試してちょっとだけ削ってみたためです。それがめんどくさかったので、現在のこの方法を試している次第です。

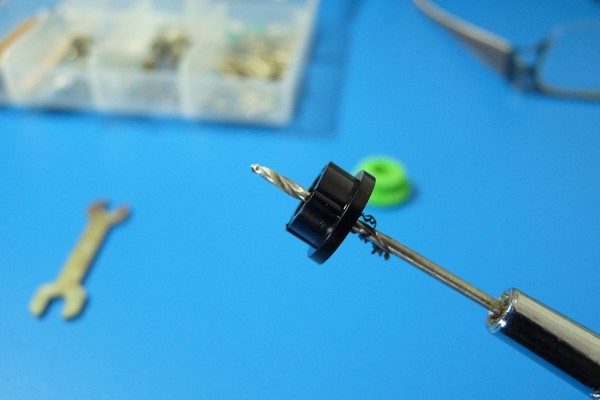
カウンターギヤを押し付けながら3mmのドリルで穴を広げていきます。あ、このドリルもダイソーで…。ドリル刃先端がビス先端に当たったら終わりにします。

3mmのドリル刃ですが、これぐらいのサイズになると樹脂穴あけ時に材料をまくり上げてきて、加工精度や扱いが難しくなるので、ドリル刃先を樹脂用に加工しています。100均で売っているダイヤモンドヤスリ1本で加工できますので、ぜひ試してみてください。
 |
作業時間1分でOK!ミニ四駆を加工するために100均ドリルを樹脂用ドリルに100均道具で改造してみるよ。簡単でおすすめ。 2016/11/30 |
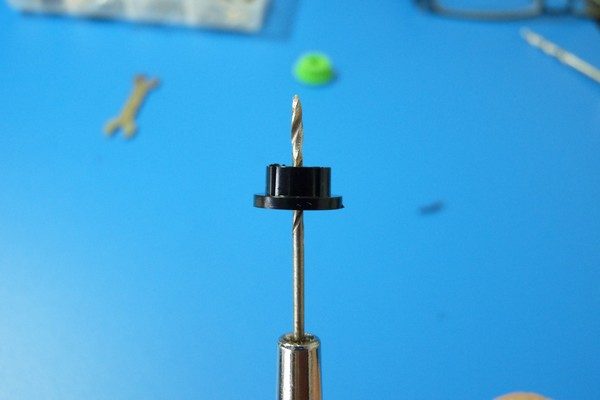
というわけで2mm穴を1.6mm残して3mm穴に拡張することができ、シャフトとの接触面積を小さくすることができました。

うむうむ、今日もいい加工をしました。抵抗抜き加工をしたカウンターギヤは1つだけなので、未加工カウンターギヤとスピードチェッカーで比較する予定です。
今日の一言二言三言
- カウンターギヤのシャフト接触面は4mm長
- MSシャーシのピニオンギヤ挿入治具は高さ5mm
- トラスビスの全長は6mm
こういう加工はほどほどの精度で加工して、何ミリ削るか?などのデータを残してしておくことは大事じゃないかなって思います。
例えば、今回、1.6mm残しました。もし、走らせているうちに、あれよあれよという間にカウンターギヤの内側が摩耗してギヤががたつようなことがあれば、今度は2.0mm残してみようかな、とか。そういった検討をするときに重要になるかな~とか。
さてっと、スピードチェッカーでの結果はどうなるかな???
INSERT-CONTENT: NOT FOUND POST ID.






初めての加工でどのくらいの精度が出て結果につながるのかなと思いながら記事を読ませてもらいました。記事の最後にスピードチェッカーで比較すると書いてあり安心しました
フローティング加工やギアの抵抗抜き(クラウンやスパーにワッシャーを挟む奴)に疑問がある人なので比較をしてくれると助かります